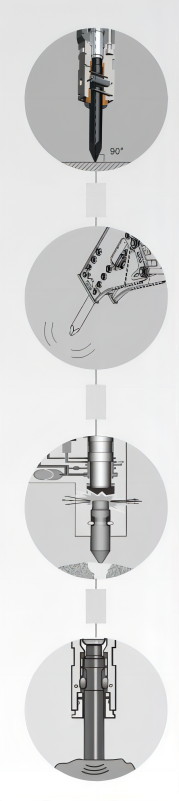
Çalışma Açısı
Çalışma yüzeyine göre doğru 90° çalışma açısını korumak çok önemlidir. Aksi takdirde, takım ömrü kısalacak ve ekipmanda takım ile burçlar arasında yüksek temas basıncı, yüzeylerin aşınması ve takımların kırılması gibi olumsuz sonuçlar doğacaktır.
Yağlama
Aletin/burcun düzenli olarak yağlanması gerekir ve lütfen doğru kalitede yüksek sıcaklık/yüksek basınç gresi kullanın. Bu gresler, aletleri yanlış çalışma açısı, kaldıraç ve aşırı bükme gibi nedenlerle oluşan aşırı temas basınçlarına karşı koruyabilir.
Boş Atış
Alet çalışma yüzeyiyle temas halinde değilse veya sadece kısmen temas ediyorsa, çekicin kullanılması parçalarda ağır aşınma ve hasara neden olur. Çünkü aletin tutucu pim üzerine doğru ateşlenmesi, üst tutucu düz yarıçap alanını ve tutucu pimin kendisini tahrip edecektir.
Aletler düzenli olarak, örneğin her 30-50 saatte bir kontrol edilmeli ve hasarlı bölge taşlanmalıdır. Ayrıca, bu fırsatta aleti kontrol edip, alet burçlarında aşınma ve hasar olup olmadığını kontrol edin, ardından gerekirse değiştirin veya onarın.
Aşırı ısınma
Aynı noktaya 10-15 saniyeden fazla vurmaktan kaçının. Çok uzun süre vurmak, çalışma yüzeyinde aşırı ısı birikmesine ve "mantar" şeklinde hasara neden olabilir.
Yeniden düzenleme
Normalde keskinin yenilenmesi gerekmez, ancak çalışma ucundaki şekil kaybı, alet ve çekiçte yüksek gerilimlere neden olabilir. Frezeleme veya tornalama ile yenilenmesi önerilir. Kaynak veya alevle kesme önerilmez.